
Dzisiaj, bardziej niż kiedykolwiek, bardzo ważne jest, aby proces przemysłowy, w naszym przypadku kucie na gorąco, pozostawał stabilny i stały w czasie operacyjnym. W rzeczywistości osiągnięcie tego celu umożliwia generowanie zysków.
Wzrost kosztów surowców, energii i wyspecjalizowanego personelu jest coraz ważniejszą i istotniejszą stałą dla każdej firmy produkcyjnej. Zysk z każdego zamówienia lub zlecenia musi zawsze uwzględniać te zmienne, które trudno jest kontrolować.
Stabilność produkcji może być kontrolowana: proces musi być zawsze powtarzalny w wydajności i musi zapewniać stałe koszty operacyjne.
Kucie metali na gorąco nie jest wyjątkiem. Roczna produkcja może sięgać dziesiątek milionów sztuk, a każda z nich musi być wyprodukowana zgodnie z oczekiwanymi i zaplanowanymi parametrami, a oczekiwany zysk musi być zagwarantowany!
Jak można zarządzać, monitorować i korygować dziesiątki parametrów dla milionów części, zapewniając stabilność?
W ten sposób można zapewnić stabilność procesu, nawet gdy produkowane są miliony części, a parametry procesu są liczne:
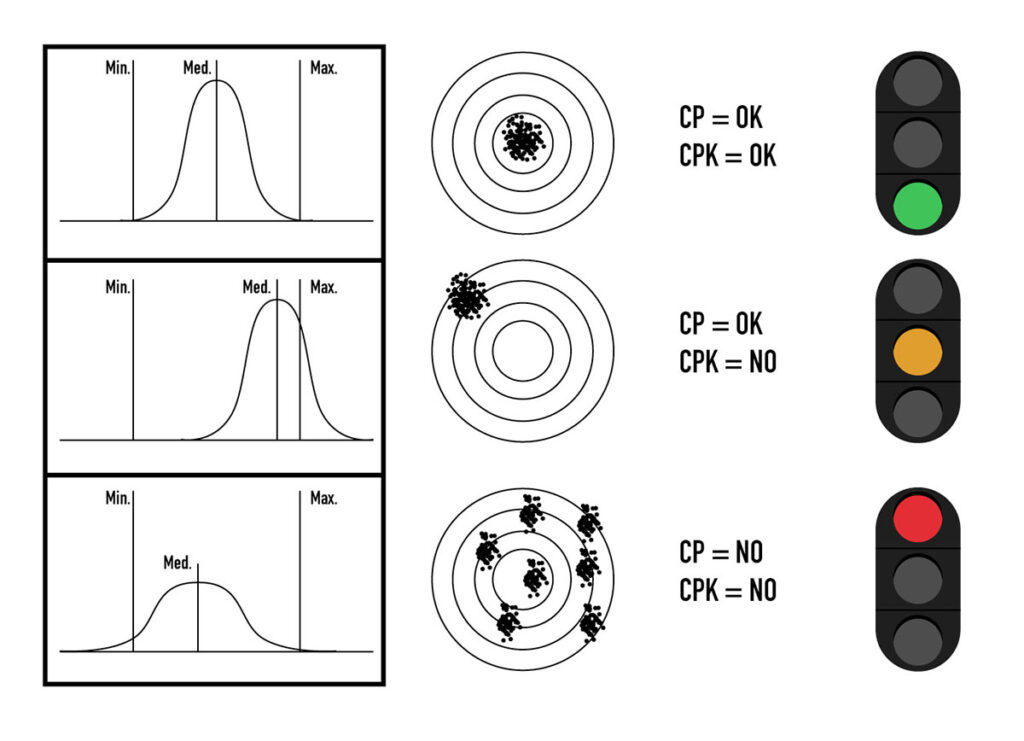
Statystyka uczy, że parametry Cp i Cpk mają fundamentalne znaczenie dla kontrolowania postępu procesu kucia, a dla każdej zmiennej są kluczem do zrozumienia jej stabilności.
Przykład gry w rzutki pozwala szybko zrozumieć tę koncepcję:
dobre Cp wskazuje, że jesteśmy bardzo powtarzalni w naszych strzałach, ale nie oznacza, że trafiamy w cel.
Tylko uzyskanie dobrego Cpk gwarantuje optymalny wynik!
=> Cp i Cpk muszą być znacznie wyższe niż jeden.
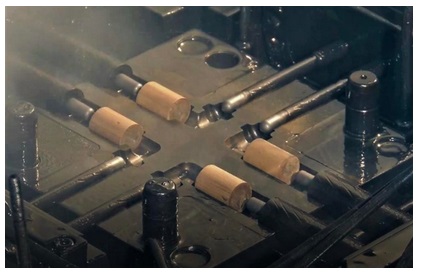
 Przejdźmy do praktycznego przykładu kucia:
Przejdźmy do praktycznego przykładu kucia:
- Kucie partii 25 000 wodomierzy.
- lub kucie partii 50 000 zaworów kontroli gazu
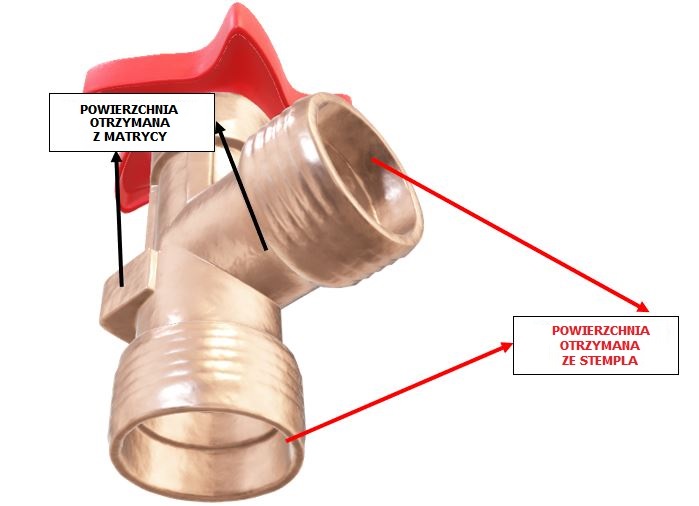
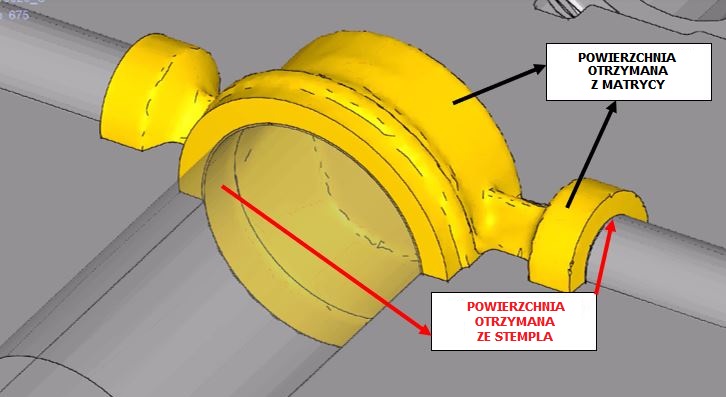
Wymiary kutych części są określane
- przez powierzchnie kształtu części utworzonych w matrycy.
Cp zależy od sztywności prasy i konstrukcji matrycy.
Cpk zależy od prawidłowej oceny kurczliwości materiału, która jest związana z temperaturami kucia, geometrią części i składem chemicznym surowca.
2. przez stemple biorące udział w deformacji materiału.
Cp uzyskuje się na podstawie sztywności stempli i siły nacisku.
Cpk uzyskuje się z możliwości regulacji pozycji dotarcia stempla.
Podczas testów kucia przeprowadzonych z naszymi Klientami z całego świata, wymiarowe analizy statystyczne przeprowadzone na wyprodukowanych próbkach (partie tysięcy sztuk) wykazały, że parametry Cp i Cpk były zawsze znacznie i stabilnie wyższe niż jeden.
Złożone geometrie lub wymiary części nie stanowią problemu.
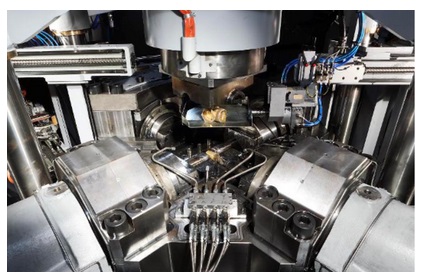
W jaki sposób możemy utrzymać stabilny proces kucia na naszych prasach hydraulicznych ME?
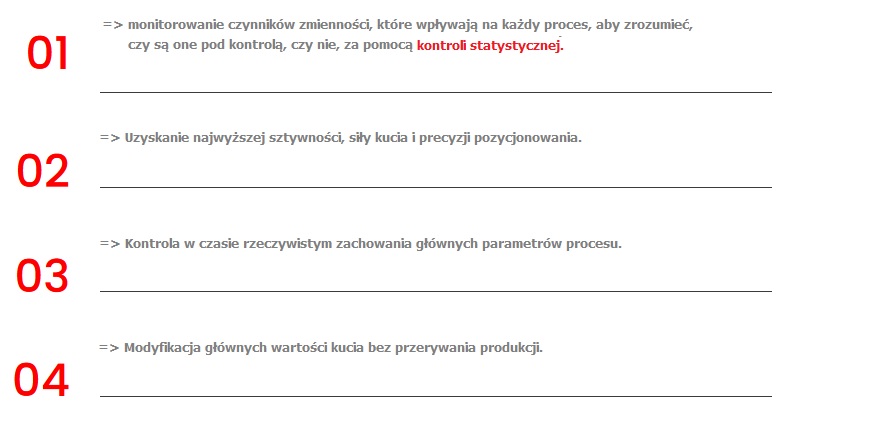
- Prasy Mecolpress są wyposażone w oprogramowanie Calipso do ustawiania parametrów roboczych i ich ciągłej kontroli. Calipso, oprogramowanie w całości opracowane przez Mecolpress, pozwala kontrolować główne parametry procesu w czasie rzeczywistym (siły kucia, położenie, prędkość, …). Jeszcze przed pomiarem elementów możliwe jest sprawdzenie, czy proces kucia jest stabilny i gwarantuje stałą wydajność.

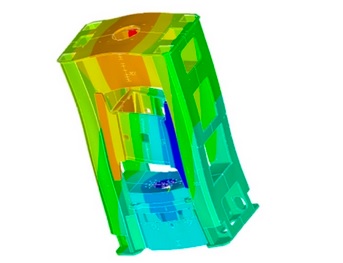
- Nasze prasy są zaprojektowane z wykorzystaniem zaawansowanych systemów obliczeniowych (FEM), które pozwalają przewidzieć sztywność komponentów z najwyższą precyzją, minimalizując ich odkształcenia, nawet przy dużych obciążeniach.
=> Cp pod kontrolą
- Zaprojektowaliśmy nasze prasy do kucia na gorąco tak, aby uzyskać najwyższą możliwą siłę zamykania matryc i maksymalną siłę nacisku stempla.
=> Cp pod kontrolą
- Regulacja skoku poszczególnych stempli odbywa się w czasie rzeczywistym, co pozwala na modyfikację powiązanych wymiarów podczas produkcji.
=> Cp pod kontrolą
- Wieloletnie doświadczenie w projektowaniu matryc i współpraca z najlepszymi wyspecjalizowanymi firmami w branży pozwoliły nam stworzyć matryce z niezwykłą dokładnością, aby zagwarantować stabilną produkcję detali.
=> Cp pod kontrolą

Czy chcesz dowiedzieć się więcej o tym, jak generować zysk
zapewniając stabilność procesu kucia przemysłowego?
