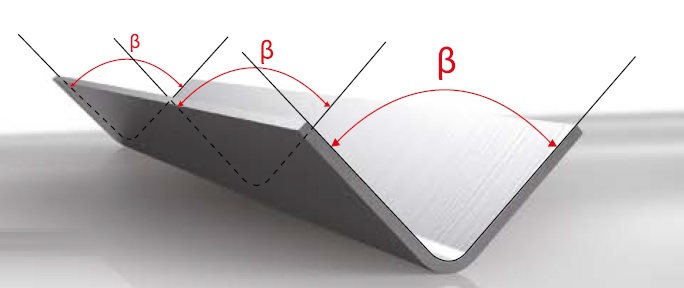
Gięcie swobodne
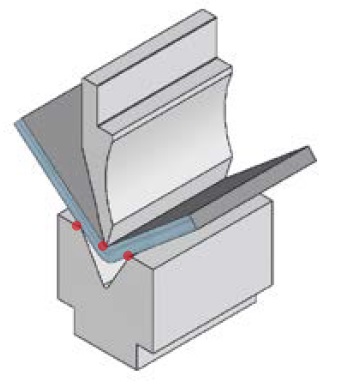
Spośród dostępnych procesów gięcia, gięcie swobodne lub tzw. gięcie w powietrzu jest najprostszym i najczęściej stosowanym, w szerokim zakresie zastosowań. Podczas procesu gięcia swobodnego stempel dociska arkusz do matrycy V. Materiał styka się w trzech punktach, aby utworzyć kąt gięcia (jeden z końcówką stempla, a drugi z narożnikami matrycy V). Kąt gięcia zależy od głębokości penetracji w matrycę V. Dzięki penetracji na większą głębokość (nadmierne gięcie), a następnie umożliwieniu materiałowi powrotu do właściwego kąta, ta metoda gięcia jest doskonała do przyjęcia sprężystej tylnej części formowanego materiału.
Główne zalety gięcia swobodnego to: wymagana mniejsza siła porównywalna z innymi technikami gięcia, co daje możliwość gięcia grubego materiału, a ponadto możliwość gięcia różnych kątów za pomocą tych samych narzędzi. Gięcie swobodne charakteryzuje się trudnym początkowym etapem znalezienia odpowiedniego kąta gięcia ze względu na sprężysty spód arkusza, dlatego tak istotne jest dobranie precyzyjnej prasy krawędziowej o ekstremalnej dokładności, aby uzyskać najlepsze możliwe wyniki.
Wytłaczanie (dolna matryca)
Podczas wytłaczania stempel całkowicie dociska blachę do dolnej matrycy, dzięki czemu stempel, blacha i matryca są ze sobą łączone. W procesie tym stempel i matryca muszą do siebie pasować dokładnie pod tym samym kątem. Metodę tą stosuje się głównie do produkcji elementów formowanych pod kątem 90°. W tym procesie arkusz jest odkształcany na stałe, a sprężystość powrotna jest zminimalizowana. Zaletą jest wysoka dokładność kąta i stała powtarzalność.
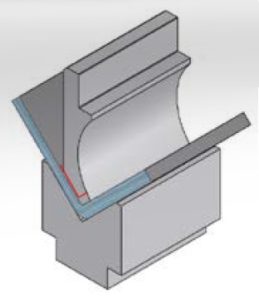
Kolejną zaletą jest możliwość uzyskania mniejszego promienia niż ten uzyskany podczas gięcia swobodnego. Głównymi wadami jest konieczność użycia różnych narzędzi dla każdego wymaganego kąta gięcia i użycia dużej siły (około 5 razy większej niż w gięciu swobodnym).
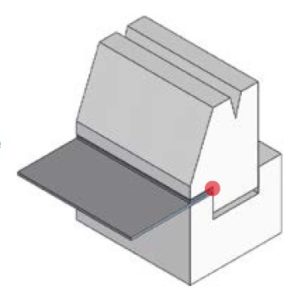
Zapłaszczanie/zagniatanie
Zapłaszczanie jest zwykle stosowane w celu uzyskania większej sztywności, ochrony krawędzi i wyeliminowania ostrych punktów. Jest to proces dwuetapowy: najpierw wygięcie wstępne w 26-35 stopniach (przez gięcie swobodne), a następnie gięcie podwijające, w którym arkusz jest całkowicie lub częściowo spłaszczany w zależności od wymagań części. Ten rodzaj gięcia zazwyczaj wymaga specjalnych narzędzi do zapłaszczania/zagniatania.
W celu dobrania odpowiedniej prasy krawędziowej oraz właściwych narzędzi, zapraszamy do zapoznania się z ofertą BTC Maszyny Stolarczyk oraz do kontaktu z naszymi doradcami.