Profilowanie blach
Technologia formowania rolkowego ciągłego przygotowana przez naszego partnera, firmę STAM, to najwyższa precyzja, elastyczność i szybkość. STAM wykorzystuje w swoich liniach do profilowania rolkowego następujące technologie:
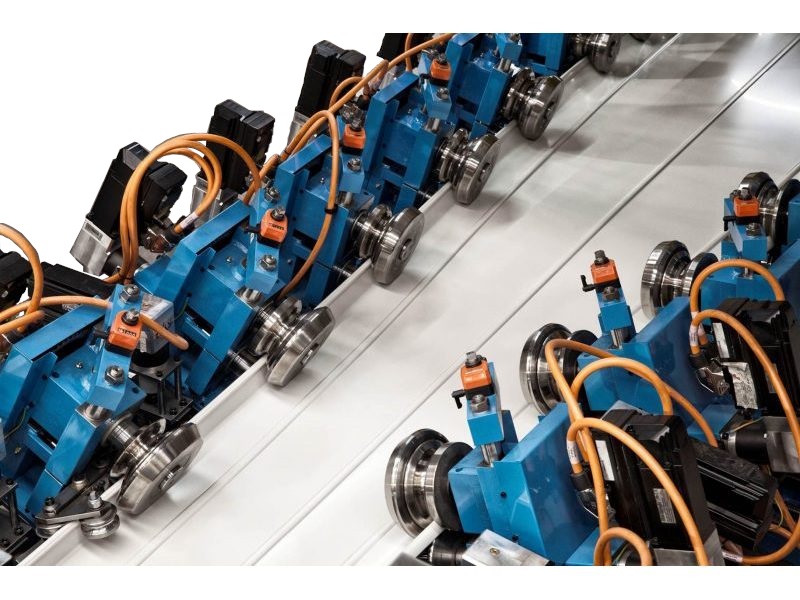
- Profilowanie rolkowe 3D
Technologia przyszłości: profilowanie rolkowe ze zmiennym przekrojem.
Dynamiczna zmiana położenia rolek profilujących w trakcie podawania materiału nie jest testem ani opracowaniem prototypu, dla STAM to rzeczywistość produkcyjna, od ponad 10 lat.
Przekrój profilu może zatem zmieniać się na długości elementu poprzez ruch obrotowy i poprzeczny wszystkich głowic walcujących.
System sterowania numerycznego pozwala na zarządzanie ponad 100 dynamicznymi osiami rolek profilujących o zmiennym przekroju, a operator może dowolnie programować maszynę, uzyskując żądane zmiany przekroju.
Profilowanie rolkowe 3D może być stosowane do materiałów o małej grubości (1,0 mm) dla sektora budowlanego i motoryzacyjnego, a także do materiałów o dużej grubości (do 11,0 mm) dla sektora transportowego (belki samochodów ciężarowych, przyczep).
Dostarczamy również technologie przed i po procesie, obejmujące:
- wycinanie prostokątnych wykrojów, sprawdzanie i korygowanie pochylenia
- kształtowanie arkuszy, usuwanie nadmiaru materiału
- profilowanie rolkowe ze zmiennym przekrojem
- kalandrowanie i perforacja elementów
Technologia formowania rolkowego 3D zmienia postrzeganie profili, wprowadzając dodatkowy stopień swobody w procesie formowania rolkowego.
- Elastyczne profilowanie rolkowe
Automatyczna zmiana profilu w kilka minut
Potrzeba szybkiej zmiany produkcji jest coraz częstsza.
Zapotrzebowanie na partie produkcyjne, które są coraz mniejsze, z coraz szerszymi rodzinami produktów, wymaga użycia odpowiedniego sprzętu i maszyn o wysokim stopniu zaawansowania technologicznego i wysoce zautomatyzowanym.
Proponujemy rozwiązania takie jak:
- maszyny podwójne lub z podwójnym ramieniem: automatyczny ruch rolek, zainstalowanych na dwóch oddzielnych sekcjach, w celu zmiany kształtu profilu pod względem wysokości, szerokości i grubości
- maszyna rewolwerowa: obrót jednej lub obu sekcji profilarki, z których każda ma wiele serii wałów wspornikowych
- profilarka rolkowa z ruchomymi strukturami względem siebie i poprzecznie
Kilka przykładów:
- płatwie
- profili poprzecznych w systemach regałów i regałów
- panele, półki, słupki
- przewody elektryczne
- profile do drzwi
- belki do ciężkich i lekkich samochodów ciężarowych
- płyty warstwowe
- półskorupy do komór chłodniczych
- profile trapezowe, faliste i pokładowe
System sterowania numerycznego, umożliwia sterowanie wieloma dynamicznymi osiami elastycznych maszyn do profilowania rolkowego, a operator może zaprogramować maszynę w granicach wymiarowych narzuconych przez część mechaniczną.
- Profilowanie rolkowe kasetowe
Linie produkcyjne zawsze gotowe do pracy
Profilarka kasetowa ma podstawę ze stałym napędem, a głowice lub stojaki do formowania rolkowego są zainstalowane na wyjmowanej podstawie zwanej kasetą lub tratwą.
Linia do formowania rolkowego obejmuje zatem 2 lub więcej serii kaset z różnymi stanowiskami do formowania rolkowego, a poprzez zmianę kaset zmienia się typ profilu bez potrzeby szczególnego dostosowywania linii.
W zależności od modelu dostępne są różne rozwiązania umożliwiające wymianę kaset w możliwie najkrótszym czasie, w tym półautomatyczne układy zwalniania napędu.
Liczbę stanowisk profilujących dla każdej kasety można dostosować do udźwigu dostępnej suwnicy i wózka widłowego.
W przypadku linii do profilowania rolkowego, które muszą być wyposażone w wiele zestawów rolek formujących, rozwiązanie z kasetami do umożliwia konfigurację narzędzi off-line.
Typowe zastosowania profilowania kasetowego to:
- płatwie
- profile pionowe i poprzeczne w systemach półkowych i regałowych
- profile trapezowe, faliste i pokładowe
- płyty warstwowe
- profile dla sektora automotive
- Tradycyjne profilowanie rolkowe
Ciężkie maszyny z ręczną wymianą rolek
W tradycyjnych profilarkach stojaki są mocowane do podstawy maszyny, a w przypadku konieczności wymiany oprzyrządowania rolkowego konieczne jest ręczne zdjęcie rolek z wałów.
Jeśli zmiana profilu obejmuje tylko zmianę rozmiaru przekroju (na przykład zmianę szerokości), rolki można zmodyfikować poprzez zmianę położenia przekładek w kształcie litery C bez zdejmowania rolek (regulacja ręczna).
Tradycyjne linie do formowania rolkowego są bardzo konkurencyjne, gdy są zaprojektowane do produkcji pojedynczego profilu.
- Wykrawanie otworów
Szybkie i elastyczne maszyny do wykrawania, zintegrowane z profilowaniem rolkowym
Bardzo często gotowy produkt wymaga różnego rodzaju otworów, różniących się położeniem i kształtem. Możliwość wykonania tych perforacji wewnątrz linii do profilowania umożliwia uzyskanie produktu bez konieczności wykonywania dodatkowych czynności obróbczych, o lepszej jakości i skróconym czasie cyklu oraz magazynowaniu półproduktów.
Rozwiązań dla perforacji jest wiele, przed i po formowaniu rolkowym, na przykład:
- prasa mimośrodowa lub serwomechaniczna z narzędziami stałymi, narzędzia z regulacją położenia, narzędzia mobilne NC
- prasy hydrauliczne, z wieloma narzędziami, mobilne NC, na taśmie płaskiej lub profilu wykończeniowym
- jednostki wykrawania wstępnego i końcowego w locie
- narzędzia rotacyjne w profilarce
- systemy laserowe
W zależności od wymaganych prędkości produkcji i tolerancji położenia otworów badamy i proponujemy najbardziej odpowiedni system perforacji.
- Formowanie i gięcie
Systemy formowania i głębokiego tłoczenia połączone z profilowaniem rolkowym
Gotowy produkt może czasami mieć specjalne kształty, takie jak głębokie tłoczenie lub fałdy na końcach, które należy wdrożyć na linii produkcyjnej.
Dzięki wykonaniu odpowiednich stanowisk/narzędzi formujących możemy kompletować produkty bez konieczności późniejszej obróbki off-line.
Wykonujemy również wszelkiego rodzaju linie formujące do systemów rynnowych oraz akcesoria takie jak kolanka rur spustowych, narożniki rynnowe itp.
W innych zastosowaniach – takich jak profile trapezowe, profile faliste, profile silosowe czy profile samochodowe – produkty są gięte po procesie profilowania.
Dostarczamy giętarki rolkowe i kalandry w linii z kontrolą promienia gięcia, automatyczną lub nie, do różnych zastosowań.
- Cięcie i spawanie laserem/plazmą
Maksymalna elastyczność cięcia i spawania
Gdy gotowy produkt wymaga bardzo dużej zmienności pod względem otworów, w oparciu o wymagania Klienta końcowego, możliwe jest zastosowanie systemu cięcia, który jest wolniejszy niż wykrawanie, ale zapewnia całkowitą elastyczność w zakresie obróbki.
Cięcie to można wykonać za pomocą maszyn do cięcia laserowego lub plazmowego, w zależności od zastosowania i materiału.
Rozwiązań do wykonywania cięcia laserowego lub plazmowego jest wiele, standardowo na płaskiej taśmie przed formowaniem rolkowym, na przykład:
- wycinanie otworów i przycinanie kształtów
- kształtowanie blach do zastosowania w formowaniu rolkowym o zmiennym przekroju
- ukośne końce profilu tnącego
Cięcie laserowe lub plazmowe znajduje zastosowanie w wielu dziedzinach, m.in.:
- płatwie
- profile dla motoryzacji
- zmienne profile przekroju
Technologia laserowa jest również zintegrowana z naszymi liniami do ciągłego procesu spawania.
- Układanie i pakowanie
Technologia upraszczająca logistykę
Ręczne układanie i pakowanie wiąże się z różnymi problemami, do których należą: częstotliwość produkcji, jakość i powtarzalność operacji, obciążenia ograniczone przepisami sanitarnymi, duża liczba operatorów na linii.
W zależności od wymagań Klienta jesteśmy w stanie zapewnić:
- automatyczne sztaplarki i systemy sztaplowania dla różnych kształtów i wymiarów profilu i stosu
- przemysłowe systemy pakowania, z paskami i folią
- automatyczne systemy ładowania palet i skrzyń
- systemy znakowania i etykietowania
- zrobotyzowane wyspy
Zautomatyzowane technologie układania w stosy i pakowania są kontrolowane za pomocą oprogramowania opracowanego w firmie STAM i mogą być zintegrowane z systemami oprogramowania klienta.

STAM
Firma STAM została założona w 1963 roku w Ponzano Veneto (Treviso) i stała się wzorcowym…
Blog